スイングプレス機の場合
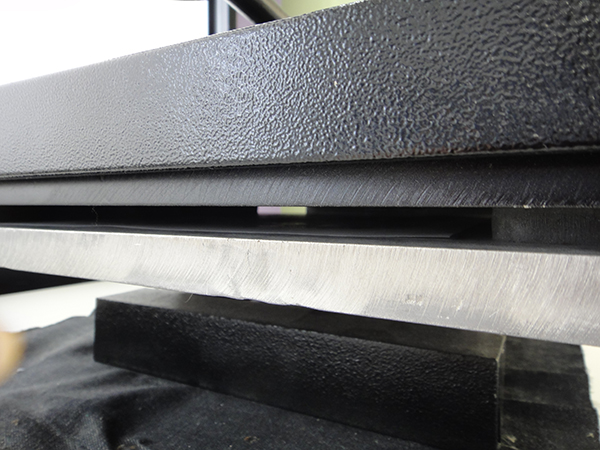
上ゴテと下ゴテの間の間隔を1cmくらいにして、
そのすき間に、パウダーをかけたシートを入れ、ベイキングします。

上ゴテはスライドするだけで圧力はかけません。
プレス機の設定温度は170~180℃くらい。3分ほどでパウダーが溶けました。
パウダーがしっかり溶けて糊面の凸凹がない状態になるようにしてください。
弊社のプレス機の場合、スイング式プレス機の上ゴテと下ゴテの間を狭くする時は
圧力調整ネジを回せば間隔が狭くなります。
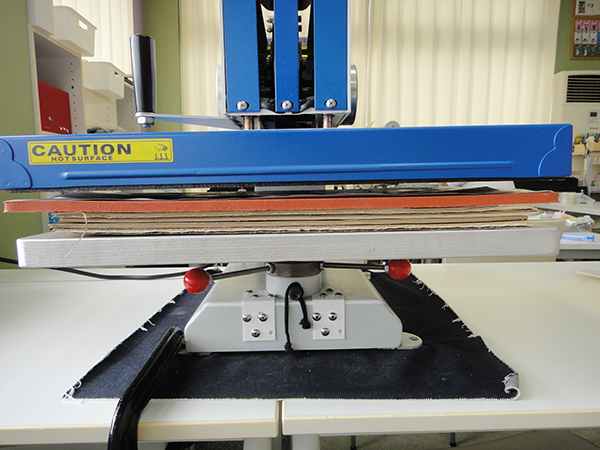
下ゴテの間隔を変えるのが面倒な場合は、
下ゴテの上に段ボール等を乗せて間隔を調整してください。
段ボールは熱をかけると反ってくるので、ラバークッションの下に敷いた方が
よかったです。(反り返った段ボールにより、上ゴテとのすき間がなくなり
シートが上ゴテにくっつく事を防ぐ為)
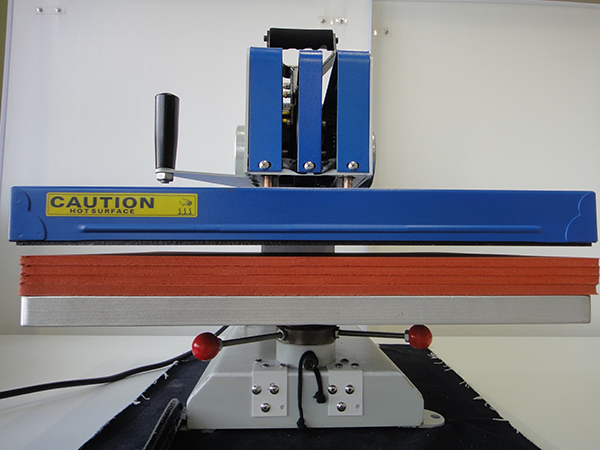
ラバークッションを使う場合は、4枚重ねたくらいがちょうど良かったです。
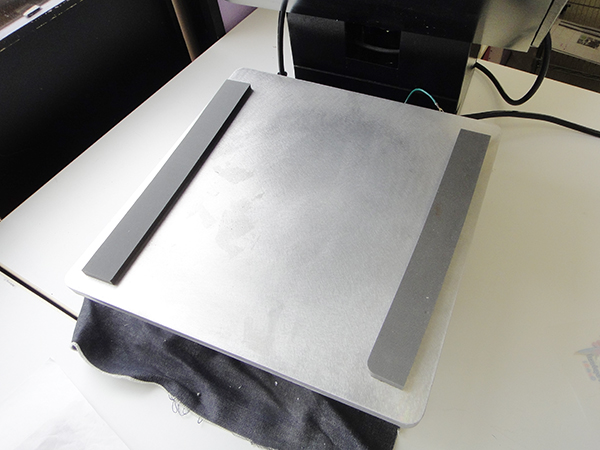
あおり式プレス機の場合
ラバークッション(厚さ1cm程度)を幅5cmくらいにカットしたものを2本用意します。
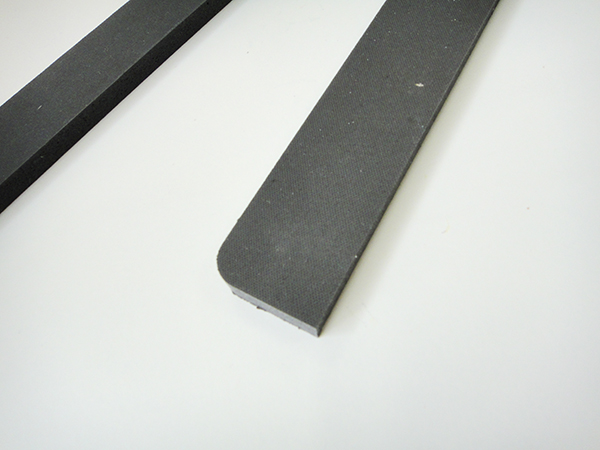
プレス機の下ゴテに敷いてあるラバークッションは取り除き、
カットした幅5cm程度のラバークッションを左右の端に乗せます。
中央部分にパウダーをかけたシートを乗せます。
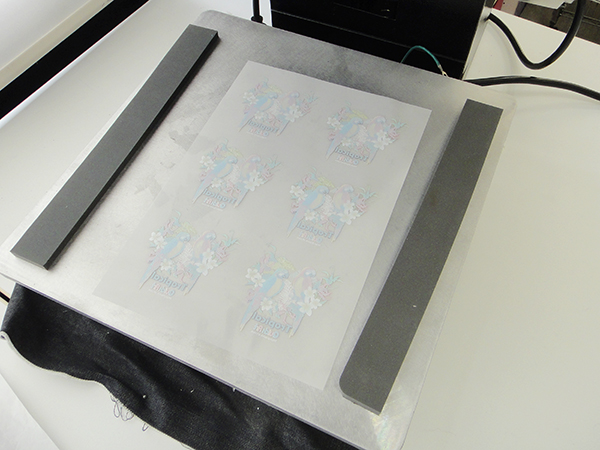
下ゴテをおろします。170~180℃で3分程度熱をかけます。
パウダーがしっかり溶けて糊面の凸凹がない状態になるようにしてください。
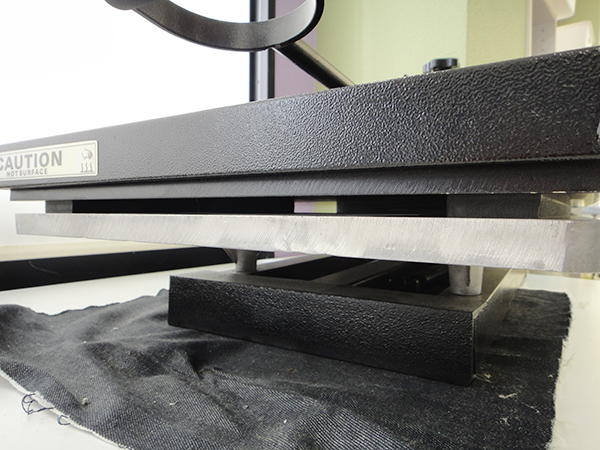
このくらいのすき間が空いています。